Revestimiento por extrusión
Procesos > ► Extrusión
Recubrimiento y laminación por extrusión
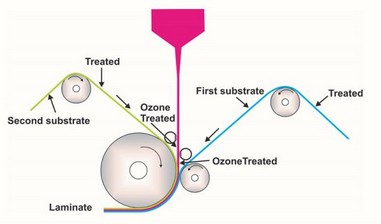
La diferencia entre el recubrimiento por extrusión y la laminación por extrusión es la presencia de la segunda banda o banda auxiliar que empareda la masa fundida en el segundo lado. Para el recubrimiento por extrusión , solo se usa un sustrato y el extruido recubre la superficie y se enfría en un rodillo frío de manera similar a un proceso de película fundida. La figura muestra el detalle del laminado por extrusión donde el sustrato auxiliar viene del lado derecho al rodillo de enfriamiento y el extruido se aprieta entre los dos sustratos entre el rodillo de presión y el rodillo de enfriamiento. El revestimiento por extrusión se puede utilizar con polímeros y con compuestos de polímero/aditivos. Los polímeros termoplásticos se componen típicamente de polipropileno, polietileno, polibutileno y elastómeros termoplásticos. La temperatura del polímero fundido está entre 300° y 700°F. Elmétodo de recubrimiento de polímero no requiere una etapa de secado, como lo hace el método de recubrimiento de látex. Se puede aplicar una capa secundaria usando el método. Normalmente, la dirección del revestimiento de extrusión de la alfombra es horizontal. El material fundido es expulsado de la matriz por la extrusora y por su propio peso. Las tensiones de cizallamiento y tracción sobre el polímero son menores debido al espacio del troquel y su contacto con la alfombra que dentro del troquel. Los materiales pseudoplásticos tienen alta viscosidad a bajo cizallamiento, por lo tanto, se minimiza el cambio de forma. Un ejemplo de un material polimérico altamente pseudoplástico es el poli (cloruro de vinilo); las poliolefinas no lo son. Los materiales que tienen un flujo no newtoniano funcionan más fácilmente. La cristalinidad del polímero influye en el rendimiento de la alfombra porque los materiales que son altamente cristalinos son difíciles de controlar durante el enfriamiento. Una abrupta reducción de volumen por unidad de masa acompaña a la cristalización del termoplástico. La correspondiente contracción en dimensiones lineales no siempre es igual en todas las direcciones. Si el polímero no se enfría por igual, el respaldo de la alfombra se deforma. La viscosidad y la resistencia de los termoplásticos pueden verse afectadas por su historial de calor. La degradación molecular y la reducción de las propiedades físicas pueden deberse a un historial de calor excesivo. La productividad del polímero extruido puede verse afectada.
Las líneas de laminado y recubrimiento por extrusión , como muchos procesos, requieren:
- excelente calidad de fusión
- configuración adecuada para adaptarse a los productos a fabricar
- buen control de calibre para promover un uso económico y de alta calidad de resina
- automatización para ayudar a mantener la calidad y la repetibilidad
- diseño flexible para adaptarse a nuevos productos
- sistemas de control intuitivos de última generación y actualizables para proporcionar un control de proceso fiable.
Los productos que normalmente se fabrican con revestimiento por extrusión y laminaciones son:
- caldo de tapa envoltura de dulces bolsas de bocadillos
- embalaje médico
- paquetes de condimentos
- sobres de sopa
- tubos de pasta de dientes
- envoltura de cable